Лазерная сварка: принципы и преимущества
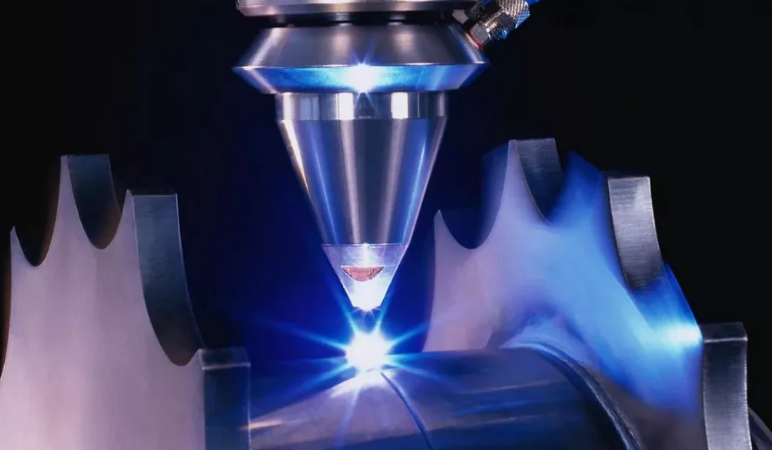
Лазерная сварка — это технология в производстве, при которой два или более куска материала (обычно металла) соединяются вместе с помощью лазерного луча. Это бесконтактный процесс, требующий доступа к зоне сварки с одной стороны свариваемых деталей.
Сварной шов образуется, когда интенсивный лазерный свет быстро нагревает материал — обычно это рассчитывается за миллисекунды.
Приобрести необходимое сварочное оборудование вы сможете на по ссылке http://laser-form.ru.
Лазерный луч представляет собой когерентный (однофазный) свет с одной длиной волны (монохроматический). Лазерный луч имеет низкую расходимость и высокое энергосодержание, поэтому при попадании на поверхность будет выделяться тепло.
Основные типы лазеров, используемых при сварке и резке:
- Газовые лазеры: используйте смесь газов, таких как гелий и азот. Есть еще лазеры на СО2 или углекислый газ. В этих лазерах используется слаботочный источник высокого напряжения для возбуждения газовой смеси с помощью лазерной среды. Работают в импульсном или непрерывном режиме.
В лазерах на диоксиде углерода в качестве среды для генерации используется смесь диоксида углерода высокой чистоты с гелием и азотом. CO2-лазеры также используются при двухлучевой лазерной сварке, когда луч разделяется на два луча равной мощности. - Твердотельные лазеры: ( лазеры типа Nd: YAG и рубиновые) работают на длинах волн 1 мкм. Они могут быть импульсными или работать непрерывно. В импульсном режиме получались соединения, подобные точечной сварке, но с полным проплавлением. Энергия импульса составляет от 1 до 100 Джоулей. Время импульса от 1 до 10 миллисекунд.
- Диодные лазеры
Лазеры используются для материалов, которые трудно сваривать другими методами, для труднодоступных участков и для очень мелких компонентов. Защита от газа Intert необходима для более реактивных материалов.
Лазерная сварка (LBW) — это процесс сварки, при котором происходит слияние материалов с теплотой, полученной от приложения концентрированного когерентного светового луча, падающего на соединяемые поверхности.
Сфокусированный лазерный луч имеет самую высокую концентрацию энергии среди всех известных источников энергии. Лазерный луч — это источник электромагнитной энергии или света, который может быть направлен без расхождения и может быть сконцентрирован в точном месте. Луч когерентный и одночастотный.
Газы могут излучать когерентное излучение, когда они находятся в оптической резонансной полости. Газовые лазеры могут работать непрерывно, но изначально только на низких уровнях мощности.
Более поздние разработки позволили охлаждать газы в лазере, чтобы он мог непрерывно работать с более высокой выходной мощностью. Газовые лазеры накачиваются высокочастотными генераторами, которые поднимают атомы газа до достаточно высокого уровня энергии, чтобы вызвать генерацию. В настоящее время используются лазерные системы на диоксиде углерода мощностью 2000 Вт. Системы повышенной мощности также используются для экспериментальных и опытно-конструкторских работ.
Лазер мощностью 6 кВт используется для сварки автомобилей, а лазер мощностью 10 кВт был создан для исследовательских целей. Есть и другие типы лазеров; однако доступный сейчас лазер непрерывного действия на углекислом газе мощностью от 100 до 10 кВт кажется наиболее перспективным для применения в металлообработке.
Когерентный свет, излучаемый лазером, может фокусироваться и отражаться так же, как и световой луч. Размер фокусируемого пятна контролируется выбором линз и расстоянием от него до основного металла. Пятно может быть от 0,003 дюйма (0,076 мм) до больших площадей в 10 раз больше. Четко сфокусированное пятно используется для сварки и резки. Большое пятно используется для термообработки.